全国服务热线
400-666-4000

全国服务热线
400-666-4000


RK1Z激光焊接系统是大族智能装备集团高功率焊接中心为大型火箭发动机等立式回转体激光焊接而开发的成套设备。整套设备最大焊接功率8000W,最大可焊深度10mm,最大可焊直径接近2m,可满足客户未来二级发动机、上面级发动机大面积比喷管焊接需求。经过大量的工艺探索已经成功实现了GH4169&镍、铬锆铜&1Cr18Ni9Ti等异种金属大型薄壁件的焊接。采用上述焊接工艺及装备,焊缝质量能满足客户需求的同时大大缩短了产品交期,极大降低了生产成本及对高水平焊接工人的依赖。
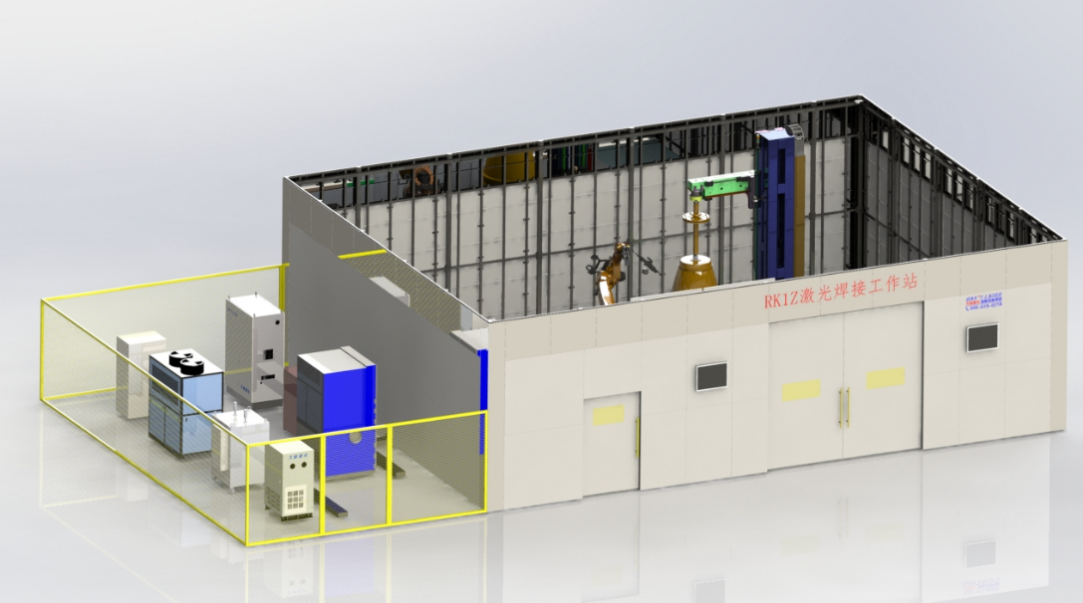
△RK1Z激光焊接系统
RK1Z激光焊接系统特点:
1.设备通用性强,柔性程度高。适用工件高度200mm~2000mm,最大负载4吨,喷管最大直径2米。Z轴可升降,可满足不同高度工件焊接要求;Y轴可伸缩,在工件吊装时可进行避让。该设备采用立式结构有效避免了因工件自重带来的形变,有利于大尺寸重型零件焊接;
2.设备精度高。火箭喷管尾筒焊缝密集,且均为叠焊焊缝,一旦将夹层外壁套上开始焊接将不可再目测描点,如果设备精度不够将导致焊接失败。喷管夹层在360度范围内均布近750条长度1.5m的焊缝,焊缝宽度1.1mm±0.3mm,每道焊缝周向偏差0.15mm以内。这相当于在一条总长超过1KM但宽度仅有1.1mm的道路上蒙着眼睛向前跑,任何一点轨迹偏差超过0.15mm产品就会将夹层焊漏导致产品报废。
3.设备生产自动化程度高,对操作人员技术要求低。设备具有断电记忆功能,避免因为急停、断电等因素导致焊接失败。主机采用回转支承驱动的立式变位机结构,避免了因工件自重带来的形变误差,操作人员只需将装配好的工装工件吊装到设备主机锥形定位面即可,不需二次调整;设备配有同轴CCD,可辅助描点;环形缝焊接时机械臂与旋转轴可根据实际焊缝偏差位置进行七轴联动补偿。
4.设备生产效率高。首次焊接单个喷管延伸段用时2个工作日,仅相当于传统螺旋管束焊接工艺耗时的1/10~1/15,未来预期可将单件焊接时间压缩至10h以内。
5.工艺性能好。大族激光开发的焊接工艺很好地解决了大型薄壁工件超密集焊缝焊接形变问题,工艺过程稳定可靠;环形拼接焊缝:8mm厚GH4169&镍焊透,起弧收弧平顺,无明显凹痕,单面焊接双面成型,兼顾产品的强度与气密性要求。可适应各类不锈钢、高温合金、铜合金、铜-钢异种金属、高温合金-不锈钢异种金属焊接。

△喷管延伸段焊接前、后状态
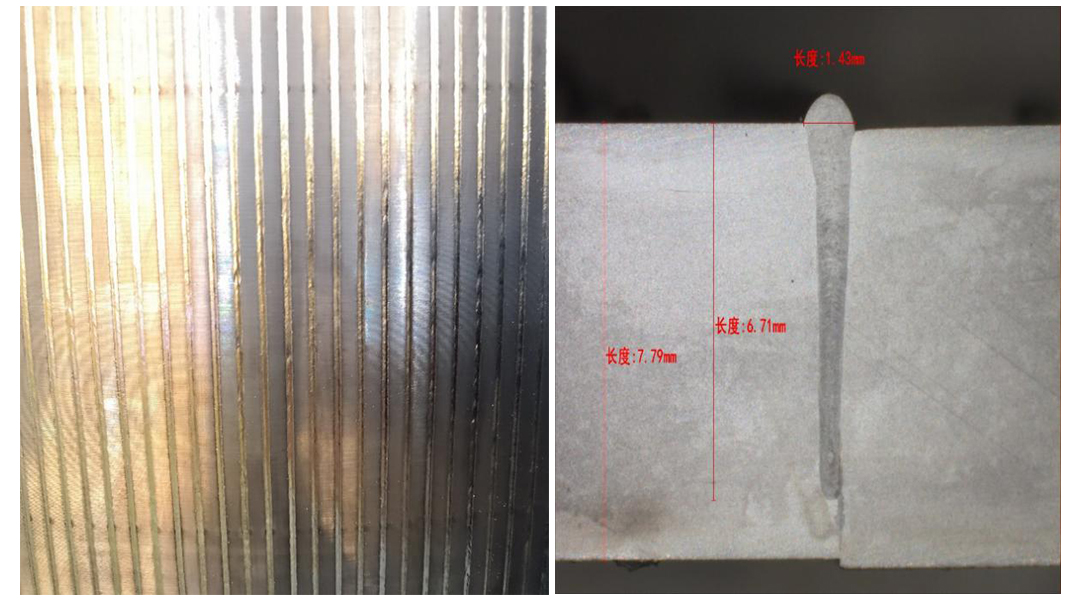
△喷管延伸段焊缝表面形态、对接环焊缝熔池形态

△发动机主体焊接形态、发动机装配后形态

△批量生产的火箭发动机产品
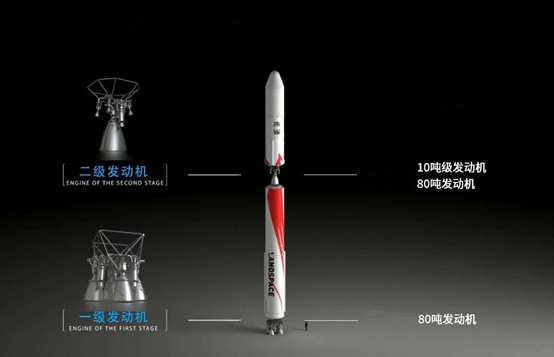
△最终运载火箭产品
该套设备已经进驻客户制造工厂并完成交付,为客户后续火箭发动机批量化生产提供了有力保障。RK1Z激光焊接系统的技术突破大大降低喷管的制造成本,同时打开航空航天领域激光焊接广阔的需求市场。更为重要的是,此工艺可以扩展至其他大型薄壁三维曲面组件焊接领域。该技术增强了大族激光在其他航空航天领域大型薄壁三维曲面组件焊接项目上的竞争力,使公司在相关产品合同竞争中明显优势。大族激光智能装备集团作为作为全球领先的激光应用整体解决方案提供商,在激光领域深耕精作,为客户提供精湛的激光加工技术支持及全方位的服务,助力中国航天事业腾飞。


















